维修详细设计步骤以及相关操作要义1、目的
使维修人员熟悉和掌握各种缺陷的正确维修和各设备的正确使用方法,按照作业标准工作,提高维修产品质量
2、范围
适用于公司维修
3、职责
维修人员: 负责日常缺陷产品的维修和设备的正确使用、清洁和保养;
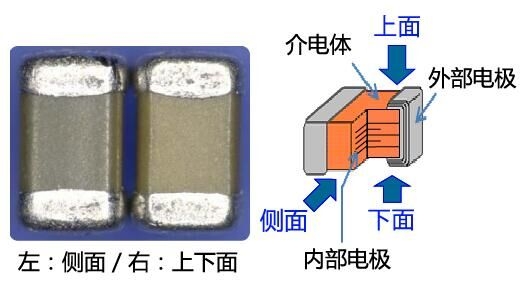
3.2 、技术员与拉长:负责进行维修服务质量的监督和技术发展指导。MURATA代理商一种最常用的具有温度补偿特性的单片陶瓷电容器。它的填充介质是由铷、钐和一些其它稀有氧化物组成的。
4、准备:
4.1、将所用技术工具可以准备好,确认热风枪是否在工作生活状态
4.2了解著名生产线生产的机器类型及所用的板号
5、工具:
镊子、恒温烙铁、防静电刷、热风枪、废纸箱、防静电手套、带绳静电环等。
6、材料说明:
6.1 锡线
6.1.1 锡线规格:强力¢0.8MM
6.1.2 锡线保质期:1年,暴露自己时间:30天
6.2 贴片胶的型号:富士NE3000S6.2.1 开罐后环境温度下最大使用时间:7天
6.2.2未开封罐头的冷藏时间为: 6个月
6.3 环保型洗板水
6.3.1 保质期:无
6.3.2 暴露自己时间:无
6.4 擦拭纸
6.4.1 擦拭纸
6.5 松香、助焊剂
6.5.1 松香具有保质期:1年
6.5.2松香暴露时间:7天
7、作业:
7.1每班至少在维修站进行一次烙铁温度试验,IPQC 填写烙铁点检记录表
7.2从不良卡架上取出待修复的PCB板,放在维修台上,检查不良现象和不良点。
7.3 针对这些元件缺件,本体破损等需要进行更换一个元件的位置做如下问题修理:SOP元件
7.4 元件拆除
7.4.1 观察PCB板表面工作是否有污染、氧化、杂质进行异物,如有学生则用一个环保型洗板水清洗处理干净并晾干
7.4.2将热风枪控制台的温度设置为450 °C
使用注射器在元件的末端涂上肋骨焊剂
7.4.4 当显示的温度值达到一个设定值时,将热风枪嘴移到被拆除工作元件上方的52MM处开始进行加热
7.4.5当加热时间达到焊料熔化时,用镊子去除部件并成形
7.5元件焊接
7.5.1根据待修零件的最新产品 BOM,准备此时使用的正确零件
7.5.2选用刀形烙铁头恒温烙铁,设置控制台温度:34020 ℃ 无铅38020 ℃
使用注射器在每个垫片的顶点涂上带肋的焊剂
7.5.4 将已选OK的元件用镊子夹住放置到焊盘上(夹元件时镊子要夹在元件本体的侧面而避开元件脚)
7.5.5取锡丝,在焊头上加锡,焊接元件引脚(焊接第一个引脚时镊子不能取下)。焊接后,清洁并自检SOP组件(双排组件引脚和向外应用)和QFP组件(四排组件引脚和向外应用)。
7.6 元件拆除
7.6.1 观察PCB表面工作是否有污染、氧化、杂质进行异物,如有学生则用其他清洗剂以及清洗处理干净并晾干7.6.2 将热风枪控制台控制温度设定在450℃
使用注射器在元件的末端涂上肋骨焊剂
7.6.